齒輪墊片沖孔落料復合模設計
- 文件介紹:
- 該文件為 doc 格式(源文件可編輯),下載需要
20 積分
-
- 一 題目:齒輪墊片沖孔落料復合模設計
二 原始數據
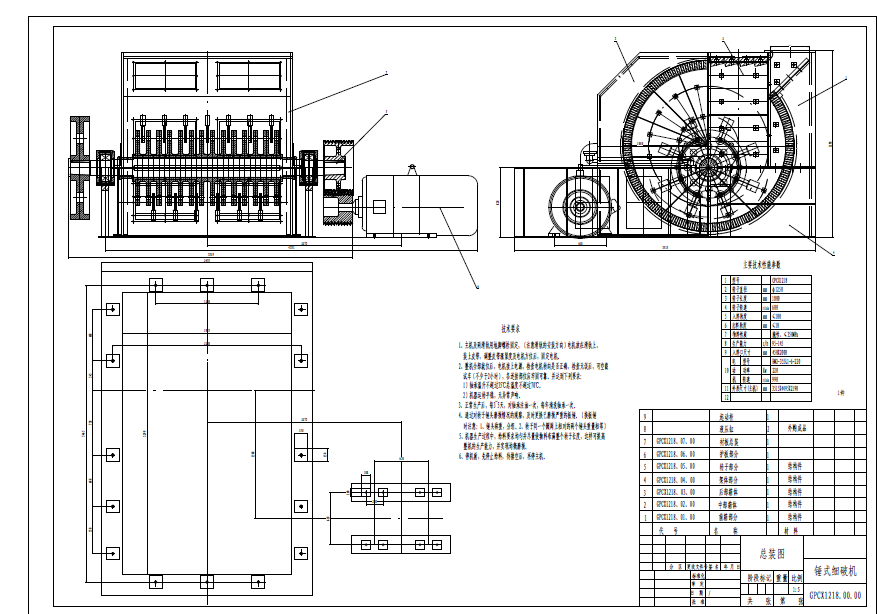
數據如圖1所示,大批量生產,材料為Q235,t=1mm。
三 沖壓件工藝性分析
材料:Q235為普通碳素結構鋼,具有較好的沖裁成形性能。
零件結構:零件結構簡單對稱,無尖角,對沖裁加工較為有利。零件中有兩圓孔,孔的最小尺寸為11mm,滿足沖裁最小孔徑≥mm的要求。另外,經計算孔距零件外形之間的最小孔邊距為4.5mm,滿足沖裁件最小孔邊距≥mm的要求。所以該零件的結構滿足沖裁的要求
尺寸精度:零件圖上未標注公差的尺寸屬于自由尺寸,可按IT14級確定工件尺寸的公差。查公差表2-3可得各尺寸公差為:
零件外形:720-0.3mm 170-0.16mm 270-0.16mm R100-0.12mm R10-0.12mm R1.50-0.18mm R2.50-0.18mm
孔內形:110+0.1 mm
孔心距:40±0.12mm
結論:適合沖裁。
四 沖裁工藝方案及模具類型的確定
該零件包括落料、沖孔兩個基本工序,可提出的加工方案如下:
方案一:先落料,后沖孔。采用兩套單工序模生產。
方案二:落料—沖孔復合沖壓,采用復合模生產。
方案三:沖孔—落料連續沖壓,采用級進模生產。
方案一模具結構簡單,但需兩道工序、兩副模具,生產效率低,零件精度較差,在生產批量較大的情況下不適用。方案二只需一副模具,沖壓件的形位精度和尺寸精度易保證,且生產效率高。盡管模具結構較方案一復雜,但由于零件的幾何形狀較簡單,模具制造并不困難。方案三也只需一副模具,生產效率也很高,但與方案二比生產的零件精度稍差。欲保證沖壓件的形位精度,需在模具上設置導正銷導正,模具制造、裝配較復合模略復雜。
所以,比較三個方案欲采用方案二生產。現對復合模中凸凹模壁厚進行校核,當材料厚度為1mm時,可查表2-24得凸凹模最小壁厚為2.7mm,現零件上的最小孔邊距為4.5mm,所以可以采用復合模生產,即采用方案二。 ...
齒輪墊片沖孔落料復合模設計_下載(doc格式) 技術文檔
主站蜘蛛池模板:
在线看一区二区
|
亚洲精品中文字幕在线
|
伊人网99
|
午夜免费福利视频
|
亚洲日韩在线视频
|
欧洲午夜视频
|
日本三级中文
|
中国产一级毛片
|
国产九九在线视频
|
天天干天天操天天拍
|
四虎视屏
|
欧美一级片网站
|
99精品观看
|
青青青国产在线视频
|
黑人超长巨大xxxxxxx视频
|
男女一级毛片免费视频看
|
婷婷激情五月
|
国产一级特黄aa毛片
|
一本色道久久综合一区
|
亚洲欧美日韩一区成人
|
中文字幕 国产精品
|
国产精品久久久久9999
|
99re6这里只有精品视频
|
欧美成人高清免费大片观看
|
久久久99精品久久久久久
|
久久青青草原精品国产麻豆
|
国产日韩欧美一区二区三区综合
|
男人天堂视频在线
|
欧美成人亚洲国产精品
|
女人18免费毛片视频
|
亚洲精品一区二区在线播放
|
日本在线无
|
久久久久久夜精品精品免费啦
|
精品亚洲综合久久中文字幕
|
久久久美女
|
欧美成人一区二区三区不卡
|
手机看片日韩高清国产欧美
|
亚洲精品国产字幕久久vr
|
国产乱人伦偷精品视频不卡
|
2020国产精品永久在线观看
|
免费中文字幕在线国语
|
 豫公網安備 41072402000322號
豫公網安備 41072402000322號



 熱門關鍵詞:
熱門關鍵詞:

