įOėŗĪ░Ų┐═ąū∙Ī▒┴Ń╝■Ą─ÖCąĄ╝ė╣ż╣ż╦ćęÄ│╠
- ╬─╝■ĮķĮBŻ║
- įō╬─╝■×ķ doc Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®Ż¼Ž┬▌dąĶę¬
20 ĘeĘų
-
- ę╗Īó┴Ń╝■Ą─╣ż╦ćĘų╬÷
┴Ń╝■▒Ē├µ╝ė╣żĘĮĘ©Ą─▀xō±
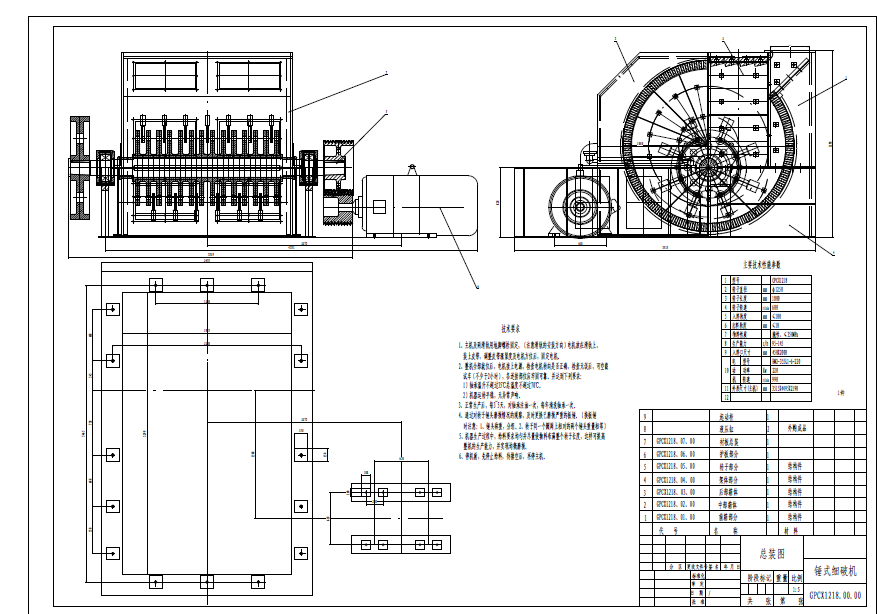
▒Š┴Ń╝■Ą─╝ė╣ż├µėą═ŌłAų∙▒Ē├µĪóā╚┐ūĪóČ╦├µĪó▓█╝░ąĪ┐ūĄ╚ĪŻģó┐╝▒Š╩ųāįėąĻP┘Y┴ŽŻ¼Ųõ╝ė╣żĘĮĘ©▀xō±╚ńŽ┬Ż║
Ż©1Ż®”Ą60 0 -0.030mm═ŌłAų∙▒Ē├µŻ║╣½▓ŅĄ╚╝ē×ķ7╝ēŻ¼▒Ē├µ┤ų▓┌Č╚×ķRa0.8,ąĶ┤ų▄ćĪó░ļŠ½▄ćĪóŠ½▄ćĪŻ
Ż©2Ż®”Ą60 0 -0.019mm═ŌłAų∙▒Ē├µŻ║╣½▓ŅĄ╚╝ē×ķ6╝ēŻ¼▒Ē├µ┤ų▓┌Č╚×ķRa1.6,ąĶ┤ų▄ćĪó░ļŠ½▄ćĪóŠ½▄ć║═Š½─źĪŻ
Ż©3Ż®”Ą108Č╦├µ═ŌłAų∙Ż║▒Ē├µ┤ų▓┌Č╚×ķRa6.3Ż¼ų╗ąĶ┤ų▄ć┐╔ęįĮŌøQĪŻ
Ż©4Ż®Č╦├µŻ║┴Ń╝■Ą─ū¾ėęā╔Č╦├µĄ─┤ų▓┌Č╚ę¬Ū¾Č╝▓╗Ė▀×ķRa6.3Ż¼ų╗ąĶ┤ų▄ćŻ╗Ą½”Ą108═ŌłAų∙Č╦├µĄ─▒Ē├µ┤ų▓┌Č╚ę¬Ū¾▌^Ė▀Ra1.6Ż¼ąĶ▀Mąą░ļŠ½▄ć╝ė╣żĪŻ
Ż©5Ż®4éĆ”Ą11═©┐ūŻ║Č©║├╬╗Ż¼▓óė├Ń@Ņ^ę└┤╬Ń@│÷ĪŻĪó
Ż©6Ż®”Ą40+0.025 0ā╚┐ūŻ║╣½▓ŅĄ╚╝ē×ķ7╝ēŠ½Č╚Ż¼ąĶ▀MąąŃ@ĪóöUĪó┤ųŃqĪóŠ½ŃqĪŻ
Ż©7Ż®”Ą42ā╚┐ūŻ║×ķ╬┤ūó╣½▓Ņ│▀┤ńŻ¼▒Ē├µ┤ų▓┌Č╚×ķRa6.3Ż¼Ń@┐ū║¾▀Mąąā╚┐ū▄ćĄČ┤ų▄ć╝ė╣ż╝┤┐╔═Ļ│╔ĪŻ
Ż©8Ż®╗¼äė▓█Ż║Ž╚Ń@║├4éĆ”Ą16Ą─Ż¼╔ŅČ╚×ķ20Ż╗╚╗║¾į┘ė╔ŃŖĄČüĒ╗žŃŖ│÷ĪŻ
Č■Īó├½┼„┼cÖC┤▓Ą─▀xō±
1Īó┤_Č©├½┼„ĘNŅÉ
┐╝æ]┴Ń╝■į┌£p╦┘Ų„▀\ąą▀^│╠ųą╦∙╩▄ø_ō¶▓╗┤¾Ż¼┴Ń╝■ĮYśŗėų▒╚▌^║åå╬Ż¼╔·«aŅÉą═×ķųą┼·╔·«aŻ¼╣╩▀xō±ĶT╝■├½┼„ĪŻ▓ķĪČÖCąĄųŲįņ╣ż╦ćįOėŗ║å├„╩ųāįĪĘ▀xė├ĶT╝■│▀┤ń╣½▓ŅĄ╚╝ēCT9╝ēĪŻ┤_Č©ĶT╝■╝ė╣żėÓ┴┐╝░ą╬ĀŅ
═©▀^▓ķĪČÖCąĄųŲįņ╣ż╦ćįOėŗ║å├„╩ųāįĪĘŻ¼▓ó═©▀^═¼ĮM│╔åTĄ─ėæšō╝ė╔Ž└ŽÄ¤Ą─Į©ūhŻ¼▀xė├├½┼„×ķQ235├½┼„”Ą112Ī┴L290mmĪŻ▓─┴ŽQ235Ż¼Ū“─½ĶTĶFĄ─ĶTįņąį─▄ĪóŪąŽ„ąįĪó─═─źąį║═╬³šąįČ╝ā×ė┌Ųõ╦³Ė„ŅÉĶTĶFŻ¼Č°Ūę╔·«aĘĮ▒ŃĪóŲĘ┬╩Ė▀Īó│╔▒ŠĄ═Ż¼▒Ńė┌Ø▓ĶT│÷▌å└¬ŪÕ╬·Ż¼▒ĪČ°Å═ļsĄ─ĶT╝■Ż¼ėą└¹ė┌ĘŪĮī┘ŖAļs╬’║═ÜŌ¾wĄ─╔ŽĖĪė┌┼┼│²Ż¼▀Ćėą└¹ė┌ī”║ŽĮ└õ─²▀^│╠╦∙«a╔·Ą─╩š┐s▀Mąąča┐sĪŻ╗ęĶTĶF╔·«a╣ż╦ć║åå╬Ż¼ĶTįņąį─▄ā×┴╝Ż¼Ą½╦▄ąį▌^▓ŅĪó┤ÓąįĖ▀Ż¼▓╗▀m║Ž─źŽ„Ż¼▀m║Ž╝ė╣żŲ┐═ąū∙ąĶę¬╝ė╣żĄ─▒Ē├µę¬Ū¾║═╬╗ų├ę¬Ū¾
╬ęéāęčų¬įōČ╦╔w╔·«aŅÉą═×ķųą┼·╔·«aŻ¼Ė∙ō■ĪČÖCąĄųŲįņ╣ż╦ćįOėŗ║å├„╩ųāįĪĘ│§▓Į┤_Č©╣ż╦ć░▓┼┼×ķŻ║╝ė╣ż▀^│╠äØĘųļAČ╬Ż╗╣żą“▀m«ö╝»ųąŻ╗╝ė╣żįOéõęį═©ė├įOéõ×ķų„Ż¼▓╔ė├ŖAŠ▀▀Mąą╝ė╣żĪŻ
2Īó▀xō±═©ė├Ą─ÖC┤▓Ż║
▄ć═ŌłAā╚┐ūĄ╚▄ć┤▓╝ė╣ż┴Ń╝■Ż¼┐╔╩╣ė├C6140▄ć┤▓╝ė╣żĪŻ
äØŠĆŻ¼ė├äØŠĆŲĮ┼_Ż¼ĘųČ╚Ņ^Ż¼Ė▀Č╚│▀Ą╚ĪŻ
Ń@┐ūŻ¼▓╔ė├z3025ōu▒█Ń@┤▓ĪŻ
─źŽ„Ż¼ė├M114W
▀xō±ŖAŠ▀Ż║┼·╝■×ķųą┼·╔·«aŻ¼╦∙ęį▓╔ė├═©ė├ŖAŠ▀Ż¼╚²ūźČ©ą─┐©▒P,ZŃ@╠ūĪŻ
▀xō±ĄČŠ▀Ż║į┌▄ć┤▓╔Ž╝ė╣żĄ─Ė„╣żą“Ż¼▓╔ė├ė▓┘|║ŽĮ▄ćĄČ╝┤┐╔▒ŻūC╝ė╣ż┘|┴┐ĪŻį┌Ń@┤▓╔Ž╝ė╣ż┐ūĢrŻ¼▓╔ė├Ųš═©┬ķ╗©Ń@Ņ^╝┤┐╔ĪŻ
▀xō±┴┐Š▀Ż║▓╔ė├ė╬ś╦┐©│▀ ...
 ¤ßķTĻPµIį~Ż║
¤ßķTĻPµIį~Ż║


 įź╣½ŠW░▓éõ 41072402000322╠¢
įź╣½ŠW░▓éõ 41072402000322╠¢


