热久久国产精品-热久久国产欧美一区二区精品-热久久精品-热久久精品免费视频-热久久精品在线-热久久久
<dd id="40ac6"><xmp id="40ac6"></xmp></dd>
<button id="40ac6"><xmp id="40ac6"></xmp></button>
<delect id="40ac6"></delect>
<em id="40ac6"></em>
╩ūĒō
ÖCąĄłD╝ł
│╔╠ūłD╝ł
╝╝ąg╬─Ön
╬ęę¬╔Žé„
╦č╦„
Ė▀╝ē╦č╦„
┘Y┴Ž┐éöĄŻ║23475 Į±╚šĖ³ą┬Ż║0
¤ßķTĻPµIį~Ż║
╬╗ų├:
╩ūĒō
>
ÖCąĄłD╝ł
╦─▌ü└õ▄łÖCcadłD╝ł
╬─╝■┤¾ąĪ
Ż║ 326.1 KB
Ž┬▌d┤╬öĄ
Ż║
╬─╝■įu╝ē
Ż║
Ė³ą┬Ģrķg
Ż║2014-09-13
░l ▓╝ ╚╦
Ż║ kongbei
╬─╝■Ž┬▌dŻ║
╔Žé„Ą─╬─╝■▒╗Ž┬▌d┐╔½@Ą├ĘeĘųŻĪ
ĘeĘų┐╔Ž┬▌d┘Y┴Ž╗“š▀╠ß╚Ī╚╦├±Ä┼ŻĪ
Ctrl + d ┐╔īó▒ŠĒō├µ╝ė╚ļ╩š▓žŖA
╬─╝■ĮķĮBŻ║
įō╬─╝■×ķ dwg Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®Ż¼Ž┬▌dąĶę¬
20
ĘeĘų
šf├„
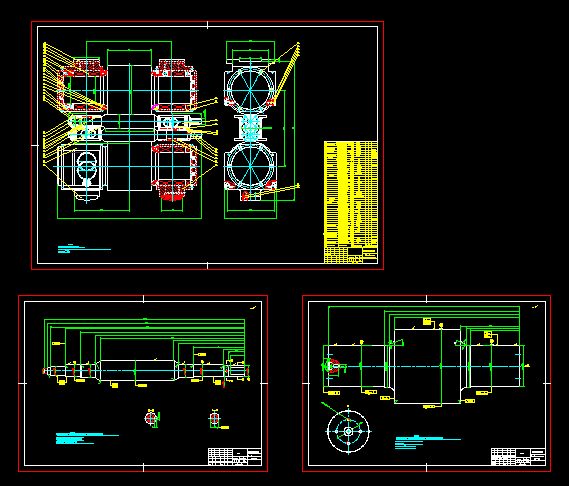
1.Ž┬╣żū„▌ü×ķ═╣▌üŻ¼Ųõė┌▌üą═×ķŲĮ▌ü;
2.▄łÖC▌S│ąė├68#ę║ē║ė═ØÖ╗¼Ż¼▄łųŲė═ė├LT-2500;
3.▄ł▌ü▌S│ą░▓čbŪ░Ż¼▌üŅiĪó▌S│ąŽõ┐ū╝░ė═┐ūĄ─└Ō▀ģ║═├½┤╠Č╝▒žĒÜŪÕ│²Ą¶Ż¼▓óŪÕŽ┤Ė╔ā¶═┐╔ŽØÖ╗¼ė═;
4.╬┤ūóĄ╣ĮŪC2~C3;
5.╬┤ūółAĮŪR1~R2ĪŻ
╝╝ągę¬Ū¾
1.▌üÅĮ▒Ē├µė▓Č╚HS45~55,▌ü╔Ē║═Č╦▓┐═Ō▒Ē├µė▓Č╚HS85~90Ż¼ė▓Č╚ŽÓ▓Ņ▓╗┤¾ė┌HSĪ└1.5;
2.▌ü╔Ē║═▌üÅĮ▒Ē├µ▓╗į╩įSėą┴č╝yĪó░▀³cĪóäØé¹ĪóõP╬gĪóĘŪĮī┘ŖAļs╬’Ą╚╚▒Ž▌Ż¼£y┴┐ė▓Č╚ę▓▓╗Ą├ī”Įo▒Ē├µ┴¶ėąōpé¹;
3.▄ł▌ü░ļÅĮĘĮŽ“─źŽ„┴┐┤¾ė┌0.4mmĢrŻ¼ąĶÅ──źą▒Č╚;
4.▒Ż┴¶ųąą─┐ūŻ¼▄ł▌ü▌ü╔Ē┤Ńė▓īė╔ŅČ╚┤¾ė┌5mm;
5.═¼┼_▄łÖCā╔╣żū„▌ü▌ü├µų▒ÅĮ▓Ņ▓╗Ą├┤¾ė┌0.02mm;
6.╬┤ūóĄ╣ĮŪC2~C3,╬┤ūółAĮŪR1~R2;
7.▄ł▌ü─źŽ„═╣Č╚×ķ0.155mm,▌ü╔ĒŪ·ŠĆ╩ŪĻPė┌▌ü╔ĒųąŠĆī”ĘQĄ─Æü╬’ŠĆĪŻ
╝╝ągę¬Ū¾
1.▌üÅĮ▒Ē├µė▓Č╚HS42~55,▌ü╔Ē║═Č╦▓┐═Ō▒Ē├µė▓Č╚HS65~70Ż¼ė▓Č╚ŽÓ▓Ņ▓╗┤¾ė┌HSĪ└1.5;
2.ė▓Č╚£y┴┐Ģr£y┴┐³c▓╗Ą├╔┘ė┌50éĆ³cŻ¼į┌▌ü╔ĒČ╦▓┐čžłAų▄Š∙▓┐6éĆ³cŻ¼Ųõ╦¹£y┴┐³cŠ∙▓┐ė┌▌ü╔Ē,▌ü╔Ē┤Ńė▓īė╔ŅČ╚┤¾ė┌6mm;
3.▄ł▌ü░ļÅĮĘĮŽ“─źŽ„┴┐┤¾ė┌0.4mmĢrŻ¼ąĶÅ──źą▒Č╚;
4.▒Ż┴¶ųąą─┐ū;
5.═¼┼_▄łÖCā╔ų¦ō╬▌ü▌ü├µų▒ÅĮ▓Ņ▓╗Ą├┤¾ė┌0.02mm;
6.╬┤ūóĄ╣ĮŪC2~C3,╬┤ūółAĮŪR1~R2;
7.▄ł▌ü─źŽ„═╣Č╚×ķ0Ż¼▌üą═×ķłAų∙ą╬ĪŻ
...
╬─Ön┴¶čį
╣▓ėą
Ślįušō
“×ūC┤a:
┐┤▓╗ŪÕ│■,ōQę╗éĆ
Ė³ČÓ..
Ž┬▌d┼┼ąą
1
WY22┬─Ħ╩Į═┌Š“ÖC╚½╠ūłD╝ł
2
╗Ņąį╠┐╬³ĖĮŽõ
3
3╝ēę║ē║Ėūčb┼õłD╚½╠ūłD╝ł
4
35-50▒╝ę░═Ž└ŁÖCš²╩Į«aŲĘłD
5
4-72’LÖCŽĄ┴ąłD╝ł║═ģóöĄ
6
Ė▀Ņlš±äė├ō╦«║YĪĪ╚½╠ū CAD ĪĪłD╝ł.
7
ŠWĦ▌ö╦═ÖCš¹╠ūłD╝łūį╝║š¹└Ē
8
HP70707Ė▀ē║╝ė¤ßŲ„┐éčbłD
9
QTZ63╦■Ą§╗∙ĄAįOėŗ╩®╣żłDcadįOėŗłD
10
ļp╬³ļxą─▒├KQSN350-M9-433cadłD╝łd
Ė³ČÓ..
ūŅą┬╬─Ön
1
Ė▀Ą═ē║┼õļŖŽĄĮyłD
2
Ž┤░ÕÖC
3
ą²’L│²ēm
4
äėæB▀xĘ█ÖC
5
22224ŽĄ┴ąŲżÄ¦ÖCØL═▓
6
0.8t-hø_╠ņĀtŻ©Č■┼┼┤¾ķgŠÓ╗ŅäėĀtĖū
7
0.75-4揥ūū∙CADłD╝ł
8
00£p╦┘ÖC┐éčbłDCADłD╝ł
9
0.75-4揥ūū∙CADłD╝ł
10
(└õä®╬³╚ļ╣▐)CADłD╝ł
¤ßķT╬─Ön
1
╗Ņąį╠┐╬³ĖĮŽõ
2
╗ņ║ŽÖC╚½╠ūłD╝ł
3
ņF┼┌╩®╣żłD
4
12#╦╔╩¾å╬╣▄CADłD-1.dwg
5
WY22┬─Ħ╩Į═┌Š“ÖC╚½╠ūłD╝ł
6
ŠWĦ▌ö╦═ÖCš¹╠ūłD╝łūį╝║š¹└Ē
7
šµ┐š░³čbÖCąĄ╚½╠ūłD╝ł
8
ļpō¶łAų∙²X▌å£p╦┘Ų„čb┼õłD╝łA0CADłD
9
Č■╝ēłAų∙ą▒²X▌å£p╦┘Ų„čb┼õłD╝łA1ca
10
LSS200¤o▌S┬▌ą²
╦─▌ü└õ▄łÖCcadłD╝ł_Ž┬▌d(dwgĖ±╩Į) ÖCąĄłD╝ł
ĻPė┌╬ęéā
|
ŠWšŠī¦║Į
|
│ŻęŖå¢Ņ}&Ä═ų·
|
├Ōž¤┬Ģ├„
|
═ČįV&Į©ūh
|
┬ōŽĄ╬ęéā
|
SiteMap
|
CopyRight 2014-2023 Š┼É█łD╝ł |
įźICPéõ2022026883╠¢-1
įź╣½ŠW░▓éõ 41072402000322╠¢
ų„šŠų®ųļ│ž─Ż░ÕŻ║
国产一级特黄a大片免费
|
日本人一级毛片免费完整视频
|
久久网站免费
|
天天干妹子
|
亚洲好视频
|
亚洲精品区在线播放一区二区
|
日韩在线国产
|
亚洲精品第一国产综合高清
|
青草视频网
|
日韩精品一区二区在线观看
|
国产成人久久精品区一区二区
|
理论片 我不卡影院
|
国产www视频
|
日韩性生活视频
|
国外免费一级
|
国产精品揄拍100视频
|
亚洲xoxo
|
国产亚洲欧美一区
|
日本高清不卡在线
|
国产激情视频在线观看首页
|
国产午夜爽爽窝窝在线观看
|
奇米在线视频
|
国产精品福利在线观看免费不卡
|
男人资源网站
|
2020国产成人精品免费视频
|
欧美一区高清
|
欧美激情在线精品三区
|
日韩中文字幕精品视频在线
|
亚洲成年人免费网站
|
97在线观看免费版
|
99热在线获取最新地址
|
精品一区二区久久
|
米奇777第四久久久99
|
青青草免费在线视频
|
亚洲国产成人久久一区www妖精
|
精品久久久久久国产91
|
99在线精品免费视频九九视
|
成人做爰小视频
|
欧美日韩综合精品一区二区三区
|
久久草在线观看视频
|
农村寡妇一级毛片免费播放
|
<tr id="ycycy"><tr id="ycycy"></tr></tr>
<button id="ycycy"></button>
 ¤ßķTĻPµIį~Ż║
¤ßķTĻPµIį~Ż║


 įź╣½ŠW░▓éõ 41072402000322╠¢
įź╣½ŠW░▓éõ 41072402000322╠¢


